Bac Ninh Factory
Nestled within the lively industrial hub of Bac Ninh, our expansive three-hectare facility serves as the beating heart of our operations. Within its confines, dedicated processing lines synergize with cutting-edge technology, working in harmony to meticulously craft exceptional products at every stage of the production process.
9,000 sqm
Households
3,000 sqm
finished good storage
250 sqm
Greenhouse for sun drying
In-house
microbiology laboratory




Our Facility
Pasteurization Machine
Spices, being one of the most vulnerable agricultural products to microbiological contamination, face challenges stemming from extensive farming practices and intricate supply chains. Each of these factors introduces potential risks of contamination, raising concerns about the microbiological safety of spices and the presence of harmful microbes. To fortify against these vulnerabilities, 5-log pasteurization emerges as a robust and reliable safety measure. Endorsed by the FDA, this certified process employs meticulously calibrated heat treatment protocols, ensuring a 99.99% reduction in targeted bacterial populations. This highly effective method serves as a proactive measure, decisively eliminating potential threats such as E. coli and Salmonella, safeguarding the integrity and safety of our spice products.
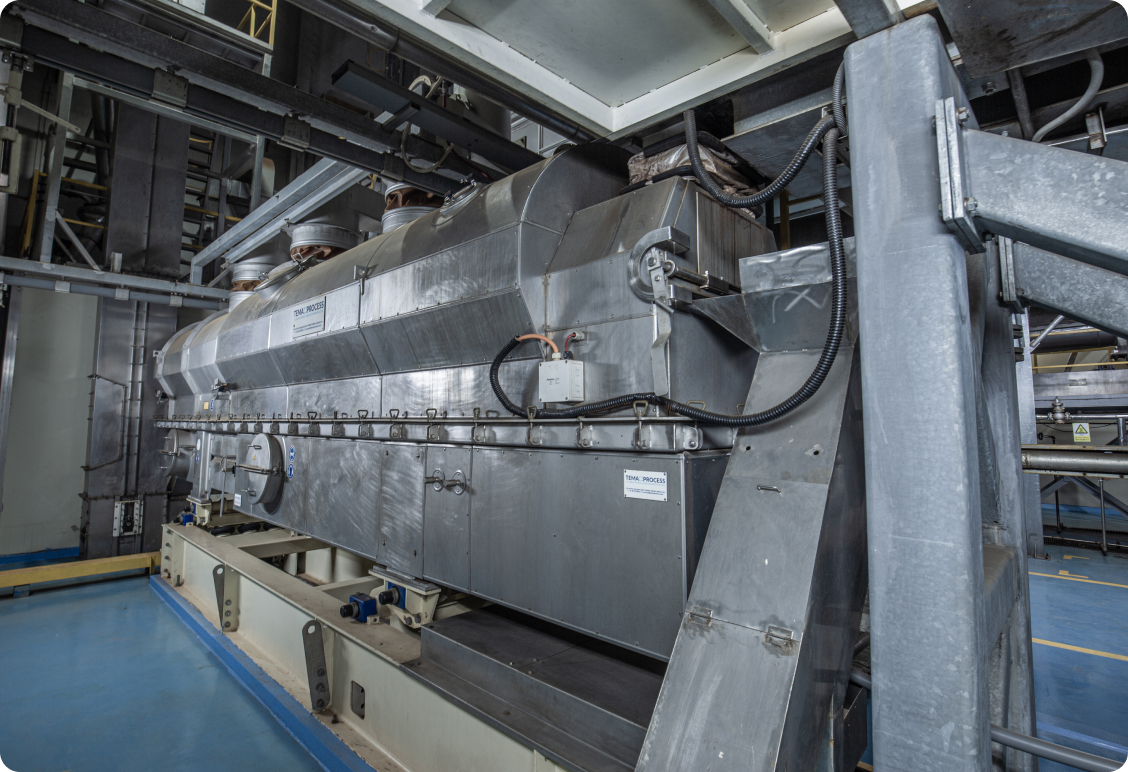

Sterilization Machine
Son Ha places a paramount emphasis on maintaining meticulous food safety protocols across its entire supply chain, ensuring the delivery of spices that are not only flavorful but also uncontaminated. This unwavering commitment is evident in the stringent quality control measures implemented at every stage of the process. From the careful selection of impeccably cleaned ingredients to the utilization of validated sterilization procedures that surpass rigorous international standards, Son Ha goes above and beyond to guarantee the safety and purity of its spices.
A noteworthy aspect of Son Ha's dedication to food safety is the implementation of a certified 5-log sterilization process, accredited by both ISO 17025 and the FDA. This process effectively eradicates potential threats such as E. coli and Salmonella, showcasing Son Ha's proactive approach to ensuring the health and well-being of consumers.
Pepper Cleaning System
Prior to gracing your plate, our pepper undergoes an extensive cleaning process at Son Ha, guaranteeing impeccable quality and safety standards. We employ a state-of-the-art cleaning system that rivals global standards, effectively eliminating potential contaminants such as bacteria, and mold. This meticulous approach not only prioritizes consumer health but also ensures the uniformity of color, size, and flavor profile of our peppercorns.


X-ray Machine
Following meticulous cleaning and sorting, our spices undergo a final quality check utilizing an advanced X-ray Machine. This sophisticated technology goes beyond the surface, penetrating deeper to detect non-metallic contaminants as minuscule as 1mm.
Metal Detection Machine
Preserving consumer trust and upholding brand integrity in the food industry demands an unwavering dedication to product safety. In this endeavor, cutting-edge metal detection technology assumes the role of a vigilant sentinel, providing a safeguard against the tiniest metallic intrusions. Positioned as a robust guardian within our production line, our state-of-the-art metal detector employs sophisticated sensors that scan with unparalleled precision, meticulously detecting and pinpointing metallic contaminants.

Our Warehouse
Pepper Raw Material Warehouse
Our Pepper Raw Material Warehouse, inaugurated in 2022, is dedicated to storing raw materials, particularly black pepper, with a substantial capacity of 4,000 metric tons. Setting new standards in storage efficiency, we've implemented a modern racking system, departing from conventional methods of floor-stacked storage. This innovation ensures optimal space utilization and streamlined inventory management, exemplifying our commitment to excellence in every aspect of operations.


Finished Goods Warehouse
Our Finished Goods Warehouse serves as a pivotal hub for both pepper and cassia products, employing advanced racking systems to optimize storage efficiency. This facility embodies our unwavering commitment to quality, serving as a high-critical area where stringent quality controls are rigorously enforced. From meticulous environmental monitoring to stringent quality checks, we uphold the highest standards to ensure that our products are stored in optimal conditions before shipment, reaffirming our dedication to excellence at every stage of the supply chain.